Tubos cilíndricos de acero inoxidable para uso alimentario y médico: guía de cumplimiento y certificación
Especifique acero inoxidable 316L y un auditor o gerente de calidad seguirá solicitando el certificado de fábrica, el informe de acabado superficial y la declaración de cumplimiento. La aleación es el punto de partida, no la línea de meta. Para los tubos cilíndricos destinados a líneas de procesamiento de alimentos o conjuntos de dispositivos médicos, el marco de certificación que rodea a ese material determina si supera la revisión de adquisiciones, pasa una auditoría de diseño higiénico o obtiene aceptación regulatoria en los mercados objetivo.
Esta guía traza el panorama de cumplimiento para ambas aplicaciones, cubriendo los estándares que importan, las decisiones materiales que impulsan y la documentación que los compradores deben exigir antes de que un solo tubo ingrese a un entorno de producción regulado. Si estás abasteciendo Tubos cilíndricos de acero inoxidable para aplicaciones higiénicas y de precisión. , comprender este marco es un requisito previo para cualquier otra decisión.
Por qué son importantes la calificación y la certificación
Un error común en las industrias reguladas es que la calidad del material por sí sola confiere cumplimiento. No es así. La FDA, por ejemplo, no aprueba ni certifica tubos de acero inoxidable en bruto. Regula el rendimiento de los materiales dentro de los sistemas de dispositivos médicos o en contacto con alimentos, una distinción que traslada la carga de cumplimiento de la aleación a toda la cadena de especificaciones, fabricación y documentación.
Esto importa en la práctica. Dos tubos con química idéntica pueden tener perfiles de cumplimiento muy diferentes según el acabado de su superficie, el método de soldadura, la documentación de trazabilidad y los estándares con los que se auditó su fabricante. Para los tubos de cilindros en particular, donde la geometría del orificio, la rectitud de la pared y la condición de la superficie interior afectan directamente tanto el rendimiento funcional como la capacidad de limpieza, el cumplimiento es una cuestión de fabricación tanto como de materiales.
El resultado: los equipos de adquisiciones y los ingenieros de diseño necesitan evaluar tres cosas simultáneamente. Primero, el grado de aleación correcto. En segundo lugar, las normas aplicables a la industria de destino. En tercer lugar, el paquete de documentación que prueba ambas cosas.
Grados clave para aplicaciones de tubos cilíndricos médicos y alimentarios
Los aceros inoxidables austeníticos, principalmente 304L y 316L, dominan las aplicaciones de tubos cilíndricos médicos y alimentarios. La elección entre ellos no es arbitraria.
Comparación de grados para la selección de tubos cilíndricos médicos y alimentarios | Propiedad | 304L | 316L |
| Contenido de cromo | 18-20% | 16-18% |
| molibdeno | Ninguno | 2-3% (diferenciador clave) |
| Resistencia a la corrosión | Bueno: comida/bebida en general | Superior: cloruros, medios ácidos, solución salina. |
| Contenido de carbono | ≤0,030% (grado L) | ≤0,030% (grado L) |
| Aplicaciones alimentarias típicas | Procesamiento seco o bajo en ácido | Lácteos, carnes, mariscos, sistemas CIP |
| Aplicaciones médicas típicas | Componentes de instrumentos que no son implantes | Sistemas de fluidos, equipos quirúrgicos, adyacentes a implantes. |
La designación "L" (bajo en carbono) es significativa en ambos sectores. Durante la soldadura, los grados de carbono estándar pueden sufrir precipitación de carburo en los límites de los granos, lo que reduce la resistencia a la corrosión localizada en las zonas afectadas por el calor. Los grados bajos en carbono suprimen este mecanismo, razón por la cual tubos de acero inoxidable estirados en frío con estrechas tolerancias dimensionales para aplicaciones reguladas casi siempre se especifican en 304L o 316L en lugar de sus homólogos de carbono estándar.
Para ambientes agresivos de limpieza in situ (CIP) comunes en el procesamiento de alimentos, el contenido de molibdeno del 316L proporciona una protección significativa contra las picaduras inducidas por cloruro, una preocupación real cuando los agentes CIP cáusticos y de base ácida circulan repetidamente a través del mismo tubo. En sistemas de fluidos médicos donde las soluciones salinas estériles o los fluidos corporales pueden entrar en contacto con las superficies de los tubos, el 316L es igualmente la opción predeterminada.
Cumplimiento de la industria alimentaria: estándares que debe conocer
Cuatro marcos definen la base de cumplimiento para los tubos cilíndricos de acero inoxidable utilizados en entornos de producción de alimentos. Operan en diferentes niveles (química de materiales, diseño de equipos, acabado de superficies y regulación regional) y, en la práctica, se aplicará más de uno simultáneamente.
FDA 21 CFR (Código de Regulaciones Federales)
El marco de seguridad alimentaria de la FDA no incluye los tubos de acero inoxidable como material aprobado en un catálogo sencillo. En cambio, el cumplimiento se establece indirectamente: los tubos de acero inoxidable se aceptan según los requisitos de Buenas Prácticas de Manufactura Actuales (CGMP) de 21 CFR Parte 110 cuando se combinan con estándares industriales reconocidos que verifican la capacidad de limpieza y la no contaminación. Esto significa que el cumplimiento requiere que las certificaciones de materiales coincidan con los parámetros del proceso (tipo de alimento, temperatura de funcionamiento, duración del contacto) y demostrar que el sistema de tuberías en su conjunto cumple con los criterios CGMP.
NSF/ANSI 51 — Materiales de equipos alimentarios
La certificación NSF según ANSI 51 se aplica a diseños de equipos terminados, no a tubos de acero inoxidable en bruto. Se puede utilizar un componente de tubo cilíndrico de acero inoxidable dentro de una máquina procesadora de alimentos con certificación NSF, pero la certificación cubre el sistema, no el tubo individual. Esta distinción es importante para la adquisición: solicitar "tubo certificado por la NSF" es técnicamente impreciso. La pregunta correcta es si el sistema de equipo que incorpora ese tubo cuenta con la certificación NSF/ANSI 51.
Normas sanitarias 3-A
Desarrolladas por un consorcio de fabricantes de equipos, procesadores de lácteos y reguladores de salud pública, las Normas Sanitarias 3-A traducen los principios de diseño higiénico en especificaciones mensurables. Para los tubos, esto significa superficies interiores pulidas a Ra ≤0,8 μm (32 μin), eliminación de grietas y tramos muertos, y geometrías de diseño que permiten una limpieza completa in situ sin desmontaje. Tubos de cilindros neumáticos diseñados para uso en ambientes limpios se evalúan con frecuencia según los criterios 3-A incluso cuando no se requiere la certificación 3-A completa, porque los estándares de superficie y dimensiones se traducen bien en cualquier aplicación de alta higiene.
ASTM A270: Tubería sanitaria de acero inoxidable austenítico soldada y sin costura
ASTM A270 es la especificación de material principal para tubos sanitarios de acero inoxidable en aplicaciones alimentarias y farmacéuticas de América del Norte. Cubre requisitos dimensionales, propiedades mecánicas y criterios de acabado superficial para tubos soldados y sin costura. El cumplimiento de A270, confirmado por un informe de prueba de fábrica (MTR), es un requisito de documentación básico para cualquier tubo en contacto con alimentos en cadenas de suministro reguladas.
CE 1935/2004 — Marco europeo para materiales en contacto con alimentos
Para los fabricantes que abastecen a los mercados europeos, el reglamento marco de la UE CE 1935/2004 exige que los materiales en contacto con alimentos vayan acompañados de una Declaración de Cumplimiento (DoC) que confirme que el material no transfiere sustancias a los alimentos en niveles que podrían poner en peligro la salud humana. Los proveedores que envían componentes de tubos cilíndricos de acero inoxidable a la producción de equipos alimentarios europeos deben asegurarse de que esta documentación esté disponible y se ajuste correctamente a las condiciones de aplicación específicas.
Cumplimiento de la industria médica: de la biocompatibilidad a la trazabilidad
Las aplicaciones médicas exigen un marco de cumplimiento más riguroso y estructurado que el procesamiento de alimentos. Mientras que el cumplimiento alimentario se centra principalmente en la facilidad de limpieza y la resistencia a la corrosión, el cumplimiento médico añade biocompatibilidad, compatibilidad de esterilidad, consistencia dimensional para ensamblajes de precisión y requisitos del sistema de gestión de calidad (QMS) que cubren toda la cadena de fabricación.
ISO 13485: Sistemas de gestión de calidad para dispositivos médicos
ISO 13485 es el estándar QMS fundamental para la fabricación de dispositivos médicos. No especifica las propiedades del material directamente, pero establece los procesos organizacionales (procedimientos documentados, calificación de proveedores, trazabilidad y monitoreo continuo) que rigen cómo se especifica, adquiere, procesa y verifica el cumplimiento de los tubos de acero inoxidable. Cualquier proveedor de componentes de tubos de cilindros destinados a conjuntos de dispositivos médicos regulados debe operar bajo un sistema de gestión de la calidad certificado por ISO 13485. Los compradores pueden verificar esto a través del organismo de certificación del proveedor y el alcance de la certificación. el Norma oficial ISO 13485 y sus requisitos reglamentarios. son mantenidos y publicados por la Organización Internacional de Normalización, que también proporciona Orientación sobre la aplicación del estándar en toda la cadena de suministro de dispositivos médicos. .
ISO 10993 — Evaluación biológica de dispositivos médicos
Las pruebas de biocompatibilidad según ISO 10993 determinan si un material es seguro para el contacto con tejido humano, sangre o fluidos corporales. Para los tubos cilíndricos de acero inoxidable utilizados en sistemas o equipos de administración de fluidos médicos que entran en contacto directo con los pacientes, se aplican las partes pertinentes de la norma ISO 10993. El acero inoxidable 316L tiene un récord de biocompatibilidad establecido , pero la aplicación específica, la duración del contacto y el tipo de contacto determinan qué categorías de prueba ISO 10993 se requieren.
ASTM F899 — Acero inoxidable para instrumentos quirúrgicos
ASTM F899 especifica la composición química y las propiedades mecánicas de los aceros inoxidables utilizados en aplicaciones quirúrgicas. Cuando los tubos cilíndricos forman parte de conjuntos de instrumentos quirúrgicos (mecanismos de accionamiento, canales de fluido o componentes estructurales), el cumplimiento de la norma F899 establece la base de material a la que harán referencia las presentaciones reglamentarias.
ISO 7153-1 — Aceros resistentes a la corrosión para uso médico
ISO 7153-1 define los grados de acero inoxidable resistentes a la corrosión adecuados para instrumentos y equipos médicos, especificando límites de composición y expectativas de rendimiento para materiales destinados a funcionar de manera confiable en ciclos de esterilización repetidos. El cumplimiento de esta norma es particularmente relevante para los tubos cilíndricos utilizados en conjuntos de dispositivos quirúrgicos o de diagnóstico reutilizables.
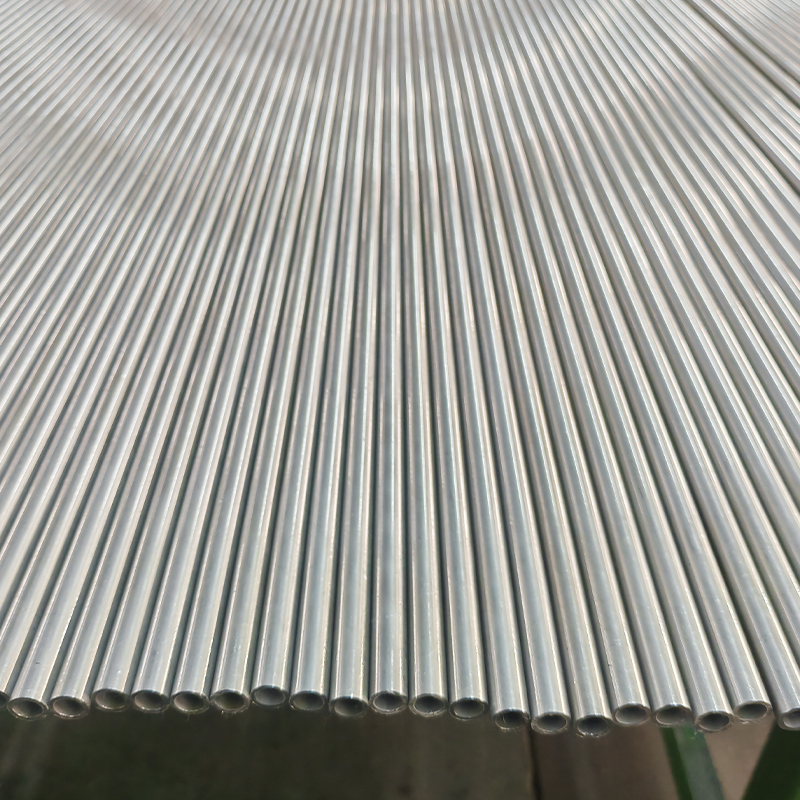
Acabado superficial y tolerancias dimensionales: el factor de cumplimiento oculto
El acabado de la superficie es donde el cumplimiento de los tubos del cilindro se vuelve técnicamente exigente y donde los atajos en las especificaciones crean problemas en el mundo real. Tanto para aplicaciones alimentarias como médicas, la superficie del orificio interior de un tubo cilíndrico no es simplemente un detalle de fabricación. Es una variable de higiene y desempeño funcional con implicaciones regulatorias directas.
En aplicaciones alimentarias, el umbral Ra ≤0,8 μm del estándar 3-A existe porque los picos y valles de la superficie por debajo de ese nivel de rugosidad son demasiado poco profundos para albergar colonias bacterianas a través de ciclos CIP típicos. Por encima de ese umbral, la eficacia de la limpieza se vuelve estadísticamente menos confiable, un riesgo que documentan los auditores de seguridad alimentaria. En los sistemas de fluidos médicos se aplica una lógica similar: las superficies internas más lisas reducen el atrapamiento de partículas y favorecen una esterilización eficaz.
Tubo pulido con acabado de precisión en el orificio interior. logra la precisión dimensional y la calidad de la superficie que requieren las aplicaciones reguladas. El bruñido produce un orificio geométricamente consistente, fundamental no solo para el rendimiento del sellado en aplicaciones neumáticas e hidráulicas, sino también para garantizar que las mediciones del acabado superficial tomadas en un punto del tubo sean representativas de la longitud total del orificio.
Las tolerancias dimensionales para los tubos de cilindros utilizados en aplicaciones reguladas también deben tener en cuenta:
- Ovalidad : Desviación de la sección transversal circular que puede crear un contacto de sellado desigual y zonas de alta presión localizadas
- Consistencia del espesor de la pared : La variación en el espesor de la pared afecta tanto los índices de presión como la uniformidad de cualquier tratamiento superficial o pasivación.
- Rectitud : La rectitud del orificio afecta el ajuste del conjunto y, en dispositivos médicos, puede influir en la dinámica del flujo de fluidos en sistemas de administración de precisión.
- Condición final : Se requieren extremos cortados cuadrados y sin rebabas en aplicaciones higiénicas para evitar la generación de partículas y garantizar la formación de juntas sin fugas.
Las especificaciones de acabado superficial siempre deben confirmarse con informes de medición de Ra reales, no inferirse de inspecciones visuales o afirmaciones de calidad generales.
Lista de verificación de documentación para compradores y especificadores
Las lagunas de documentación se tratan con la misma seriedad que las no conformidades físicas en las auditorías reguladas. Los registros faltantes o incompletos pueden generar solicitudes de acciones correctivas independientemente de la calidad real del material. La siguiente lista de verificación cubre la documentación principal que debe incluir un pedido de tubo cilíndrico de acero inoxidable que cumpla con las normas.
Documentoación requerida por tipo de solicitud | Document | Aplicaciones alimentarias | Aplicaciones médicas | Notas |
| Informe de prueba del molino (MTR) | Requerido | Requerido | Debe incluir el número de calor, la composición química y las propiedades mecánicas. |
| Certificado de Cumplimiento (CoC) | Requerido | Requerido | Confirma que el material cumple con el estándar especificado (por ejemplo, ASTM A270, A269) |
| Informe de acabado superficial (Ra) | Requerido for 3-A / ASME BPE | Muy recomendado | Valores Ra medidos, no afirmaciones de grado visual |
| Informe de inspección dimensional | Como se especifica | Requerido for precision assemblies | OD, pared, diámetro interior, rectitud, ovalidad |
| Identificación positiva de materiales (PMI) | Recomendado | Requerido for critical components | Confirma que el material entregado coincide con el número de serie MTR |
| Declaración de cumplimiento (DoC) — UE | Requerido for EU markets | Requerido for EU MDR | Debe citar la regulación, las condiciones de uso y la identidad del material. |
| Datos de biocompatibilidad (ISO 10993) | Normalmente no es necesario | Requerido for patient-contact applications | El alcance depende del tipo de contacto y la duración. |
| Registros de soldadura/informes de boroscopio | Requerido for orbital-welded systems | Requerido | La inspección 100 % con boroscopio es el estándar de la industria para acero inoxidable sanitario. |
Un punto crítico: un Certificado de Cumplimiento es tan confiable como el sistema de calidad del proveedor . Un CoC de un fabricante con certificación ISO 13485 respaldado por MTR vinculados a números de calor es sustancialmente diferente de una declaración de cumplimiento genérica en una factura comercial. Los compradores deben verificar que todos los números de calor en el CoC correspondan exactamente con los números de calor en el MTR y que la química del MTR esté dentro de los límites de grado especificados.
Cómo calificar a un proveedor de tubos cilíndricos conforme
Seleccionar un proveedor para aplicaciones de tubos cilíndricos de acero inoxidable regulados va más allá del precio y el tiempo de entrega. Un proceso de calificación estructurado, incluso uno liviano, protege el producto posterior y la organización de hallazgos de auditoría, fallas de campo e interrupciones en la cadena de suministro.
La primera dimensión de la evaluación es el alcance de la certificación. ¿Tiene el proveedor la certificación ISO 9001 o ISO 13485 y el alcance del certificado cubre la categoría de producto específica: tubos de precisión, tubos para cilindros, componentes de acero inoxidable? Las limitaciones del alcance son importantes. Un proveedor certificado para la fabricación de acero estructural no está automáticamente calificado para tubos médicos de precisión.
En segundo lugar, evaluar la profundidad de la trazabilidad. ¿Puede el proveedor vincular cada tubo enviado a un calor de producción específico, con un MTR correspondiente que no haya sido modificado o reeditado? La trazabilidad del calor es la columna vertebral de las cadenas de suministro reguladas. Los proveedores que no pueden producir este enlace a pedido no son adecuados para aplicaciones alimentarias o médicas, independientemente de sus otras credenciales.
En tercer lugar, revisar los controles del proceso de fabricación del producto específico. Los procesos de estirado en frío, las prácticas de recocido, los métodos de acabado de superficies y la frecuencia de inspección dimensional afectan la consistencia y el cumplimiento del tubo terminado. Un proveedor dispuesto a compartir documentación de procesos (o que haya pasado auditorías de terceros realizadas por clientes regulados) demuestra un nivel de transparencia de procesos que las afirmaciones genéricas no pueden.
Finalmente, evalúe el soporte postventa: ¿Puede el proveedor responder rápidamente a una solicitud de acción correctiva? ¿Mantienen registros el tiempo suficiente para respaldar una investigación de retirada de productos si ésta ocurre años después del envío? En las industrias reguladas, la relación con el proveedor se extiende mucho más allá del punto de entrega. Nuestro Gama completa de productos de tubos y varillas para cilindros. se produce bajo controles de calidad documentados con trazabilidad térmica completa para cumplir con los requisitos regulados del cliente.























 English
English Español
Español русский
русский


 2026/06/29
2026/06/29